
Few things are more frustrating in a quality lab than a viscometer that gives inconsistent or wrong readings. Whether you are testing pharma syrups, paint formulations, ketchup, or motor oil, a wrong viscosity reading can lead to batch rejection, customer complaints, or audit findings.
This blog explains the most common viscometer reading errors, what causes them, and how professional calibration solves them.
Why Viscometers Give Wrong Readings
Viscometers are precision instruments. Even small mechanical, environmental, or operational deviations can produce significant errors. The most common causes of inaccurate viscosity readings fall into five categories:
1. Instrument-related errors
2. Spindle and accessory errors
3. Temperature errors
4. Sample preparation errors
5. Operator errors
Let’s look at each.
1. Instrument-Related Errors
a) Torque Drift
over months and years of use, the torque sensor inside the viscometer can drift, giving
consistently high or low readings.
How calibration solves it: During NABL calibration, torque is verified against certified torque standards across the entire range, and any drift is identified and corrected.
b) RPM Inaccuracy
A motor that no longer rotates at the displayed RPM produces shear-rate errors, leading to wrongviscosity values — especially for non-Newtonian fluids
How calibration solves it: Tachometer-based RPM verification at multiple speeds detects motorwear and triggers servicing
c) Display or Output Errors
Faulty displays or damaged output ports can show readings that don’t match the actualmeasurement.
How calibration solves it: Display accuracy is verified against the internal sensor reading andcertified standards
2. Spindle and Accessory Errors
a) Bent or Damaged Spindles
Even a slightly bent spindle creates an off-axis rotation, producing unstable,oscillating readings.
How calibration solves it: Each spindle is dimensionally checked and verified for straightnessduring calibration
b) Worn Spindle Surface
Surface wear changes the effective shear area, altering the viscosity reading.
How calibration solves it: Worn spindles are flagged and recommended for replacement beforecalibration is finalised.
c) Wrong Spindle for the Sample
Using a spindle outside its recommended viscosity range gives torque readings either below 10%(unstable) or above 100% (overload)
How calibration solves it: Calibration engineers train your team on correct spindle-RPMselection for your specific samples.
d) Missing or Damaged Guard Leg
Brookfield viscometers are calibrated with the guard leg attached. Removing it changes thegeometry and the reading.
How calibration solves it: Calibration is always performed in the same configuration the useroperates the instrument.
3. Temperature-Related Errors
Viscosity is highly temperature-sensitive. For most fluids, a 1°C temperature change can shiftviscosity by 2–10%. Temperature errors are the single biggest cause of reading inconsistency.
Common issues :
- Sample tested without temperature stabilisation
- Inaccurate water bath or sample chamber thermometer
- Drafts or HVAC airflow on the sample
- Friction-induced heating during long test runs
How calibration solves it: The temperature sensor is verified against a calibrated referencethermometer, and the SOP is reviewed to ensure proper temperature control during sampletesting.
4. Sample Preparation Errors
a) Air Bubbles
Bubbles trapped under the spindle disc cause wildly fluctuating low readings.
Solution: Calibration engineers train operators on proper spindle immersion techniques toeliminate bubbles.
b) Inhomogeneous Samples
Settled suspensions, separated emulsions, or partially dissolved samples produce nonrepresentative readings.
Solution: SOP review and operator training ensure proper sample mixing and preparation beforemeasurement
c) Wrong Sample Volume
Using less than the required volume changes the immersion depth and the wall effect.
Solution: Calibration includes verifying the correct sample container, volume, and immersionmark for each spindle.
d) Sample Temperature Differs from Bath Temperature
If the sample is poured cold into a 25°C bath, it will take 20–30 minutes to equilibrate. Readingtoo early gives wrong results.
Solution: Equilibration time is enforced as part of the calibrated procedure.
5. Operator Errors
a) Incorrect Levelling
A viscometer that is not level will produce a tilted spindle rotation and erraticreadings.
Solution: Levelling is verified at the start of every calibration.
b) Wrong RPM Selection
Selecting a very low RPM for a thin fluid or a very high RPM for a thick fluid takes the torque outof the optimal 10–100% range.
Solution: Operators are trained to select RPMs that keep torque between 10–100%, ideally 30–80%.
c) Reading Taken Too Early
Many operators read the value as soon as the spindle starts rotating. The reading must stabilise— usually 30 seconds for Newtonian fluids, longer for non-Newtonian.
Solution: Stabilisation time is documented in the calibrated SOP.
How a Professional Calibration Service Adds Value
A NABL-accredited calibration service does much more than issue a certificate. A good calibration partner :
- Identifies all the above errors before they affect your batches
- Provides written recommendations for spindle replacement, servicing, or SOP changes
- Trains your operators during the visit
- Issues a certificate with measurement uncertainty traceable to national standards
- Helps you stay audit-ready throughout the year
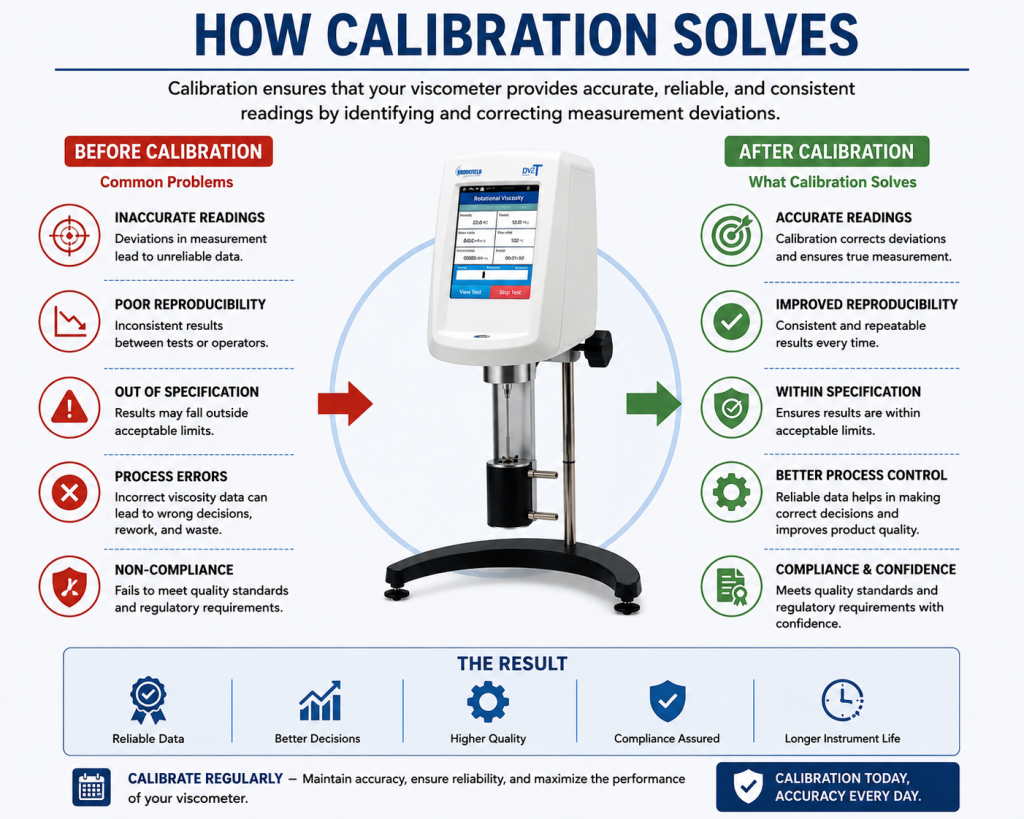
Final Thoughts
Most viscometer reading errors are not random — they are caused by identifiable, fixable issues.Regular professional calibration is the most reliable way to detect, correct, and prevent these errors before they impact your product quality.
Most viscometer reading errors are not random — they are caused by identifiable, fixable issues.Regular professional calibration is the most reliable way to detect, correct, and prevent these errors before they impact your product quality .