







Viscometer
Calibration Services
NABL Traceable Calibration for Brookfield & Rotational Viscometers
Ensure accurate viscosity measurement, audit-ready compliance, and reliable production quality with our precision viscometer calibration services.
WHY VISCOMETER CALIBRATION MATTERS
Viscosity is a critical quality parameter that affects product performance, process efficiency, and regulatory compliance. Even a small measurement deviation can lead to batch failures, customer complaints, and increased operational costs.
Pharmaceuticals
Drug stability & formulation control
Food & Beverage
Texture & batch consistency
Chemicals
Coatings & process control
Paints & Coatings
Application & viscosity control
WHAT IS VISCOMETER CALIBRATION?
Viscometer calibration is the process of verifying and adjusting the accuracy of a viscometer by comparing its measurements against certified viscosity reference standards. We calibrate all types of rotational viscometers, especially Brookfield models, as per ASTM D2196 and ISO 2555 standards.
Our calibration ensures your instrument delivers reliable, repeatable, and traceable results across the entire measurement range.
Calibration Standards We Follow
- ASTM D2196 — Standard Test Methods for Rheological Properties Using Rotational Viscometers
- ISO 2555 — Determination of the Flow Behaviour of Newtonian Liquids by Rotational Viscometers
- ISO/IEC 17025 — General requirements for the competence of testing and calibration laboratories
OUR VISCOMETER CALIBRATION SERVICES
Precision solutions tailored for laboratory workflows
Brookfield Calibration
Calibration for all Brookfield models – DV1, DV2T, DV3T, LV, RV, HA, HB & more.
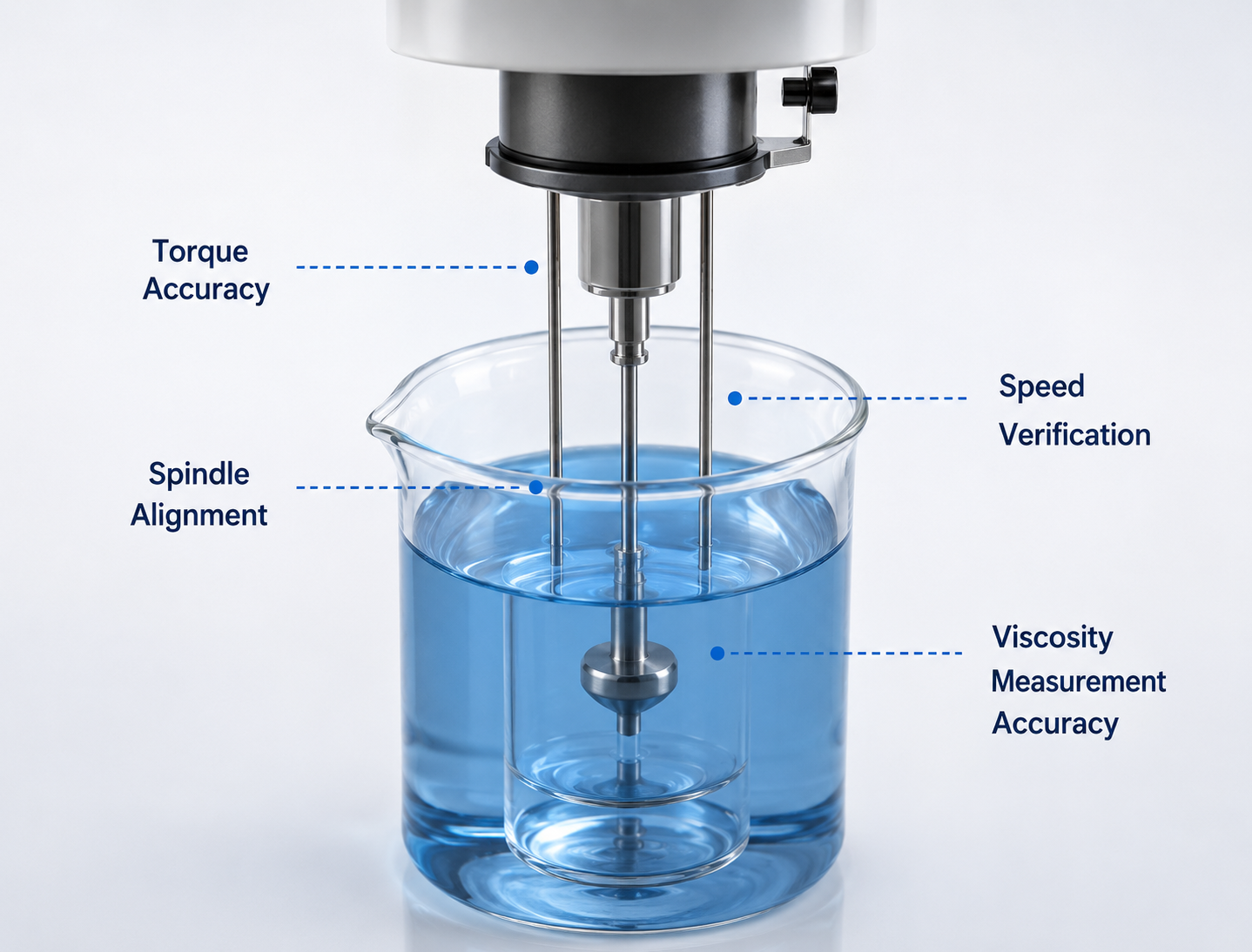
Rotational Viscometer
Multi-point torque & speed verification for accurate viscosity measurement.
Repair & Maintenance
Mechanical, electrical & electronics repair by experienced engineers.
OUR CALIBRATION PROCESS
Inspection
Thorough inspection of instrument & accessories for wear.
Torque Validation
Verification of torque accuracy across the range.
Speed Verification
Check and validate motor speed at all test points.
Reference Fluid
Testing with certified viscosity standards under control.
Adjustment
Adjustment & correction to bring back to specs.
Certification
Issue of NABL traceable calibration certificate.
INDUSTRIES WE SERVE
WHY CHOOSE INSTRUMENTS CARE?
FREQUENTLY ASKED QUESTIONS
WHY CALIBRATION MATTERS
Viscosity is a critical quality parameter that affects product performance, process efficiency, and regulatory compliance. Even a small measurement deviation can lead to batch failures, customer complaints, and increased operational costs.
Pharmaceuticals
Drug stability & formulation control
Food & Beverage
Texture & batch consistency
Chemicals
Coatings & process control
Paints & Coatings
Application & viscosity control